加工設備 CO2レーザー プレスブレーキ
加工ポイント① 適切な材料選択!
加工ポイント② 割れに注意した曲げ加工!


今回ご紹介するのは、アルミの曲げ加工のサンプルです。アルミを加工する場合、鉄やステンレスとは異なる加工ポイントがあるため、そちらをご説明します。
加工ポイント① 適切な材料選択!
アルミをCO2レーザーで加工する場合、材料をきちんと選ぶ必要があり、弊社では主に3t以下の場合はA5052P、4t以上の場合はA5052P-H112という材料を加工しています。というのも、鉄やステンレスの加工の際はあまり問題になることが無いので今まで触れてこなかったのですが、レーザーカットを行う場合、材料にレーザーを当てた際の反射が加工の可否に影響するからです。
レーザー加工機はものによって照射するレーザーの周波数が違い、それによって切断可能な材料が変わるのですが、アルミの番手によっては弊社のCO2レーザーの周波数を反射しやすく、そのようなアルミはレーザーを当てても切れないことがあります。逆に、今回のサンプルで使用しているA5052P-H112やA5052Pというアルミは、他のアルミに比べてCO2レーザーを吸収しやすいため切りやすいのです。
ということで、弊社で扱うアルミはA5052PやA5052P-H112がほとんどですが、それ以外のアルミも加工実績がございますので、ご希望の際はぜひご相談頂ければと思います。
ちなみにこれは余談ですが、純銅も弊社ではレーザーを反射し過ぎて切れない材料の一つです。しかし銅と亜鉛の合金である真鍮は切ることが出来るため、真鍮のレーザー加工をご検討の際はぜひこの記事を思い出して頂けると幸いです。
加工ポイント② 割れに注意した曲げ加工!
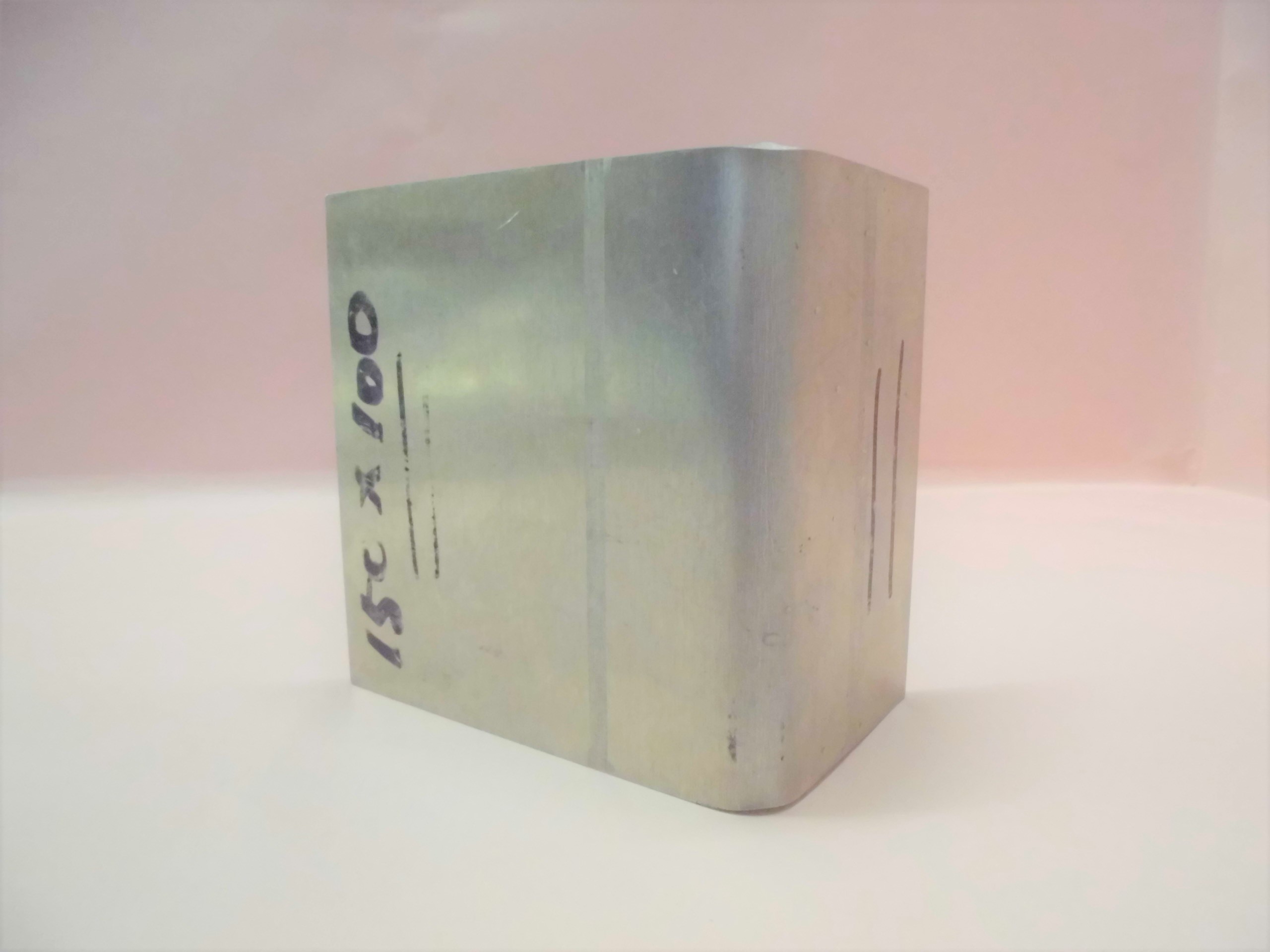
ここまではレーザー切断についてお話しましたが、ここからは曲げ加工についてです。まずこちらの曲げの山部分の写真を見て頂きたいのですが、縦方向にしわのようなものがあるのがお分かりになるでしょうか。

アルミの曲げ加工を行うとこのようなしわが出来て、これが酷くなるとしわはひびになって割れてしまいます。そのため、アルミを曲げる際は同じ板厚の鉄よりも大きな下型を使い、曲げRを大きくすることで割れないようにしています。ただし大きな下型を使用するために、曲げ幅にもよりますがアルミの場合は5tより厚い材料の曲げは出来ません。こちらも曲げ幅によりますがSS400の場合は9tまで曲げが可能ですので、割れの影響が大きいことがお分かりになると思います。
また、アルミの番手によっても割れやすさが異なり、A5052Pは割れにくく、A5052P-H112はさらに割れにくいことも、弊社がこれらを選択している理由です。
以上のように、アルミのレーザー板金にはいくつか注意点があり、今回はお話しておりませんが、溶接が難しいという課題もございます。しかし、お客様の要望にあわせたアルミ製品を製作するために弊社では努力を続けておりますので、アルミを使用した板金製作の際は、是非川地鉄工にご相談下さい。
それでは今回はこの辺りで失礼致します。営業担当、井上でした。


川地鉄工株式会社 製缶加工・レーザー加工・厚板穴加工
本社工場/〒487-0016 愛知県春日井市高蔵寺北2丁目141番地
レーザー工場/〒487-0016 愛知県春日井市高蔵寺北1丁目154番地