今回紹介するのは、段曲げで製作したステーです。このような形状のステーをプレスではなくブレーキで製作するメリットに関しては、既に紹介したことがございますが、今回のステーはもう一歩製作難度が高いものです。前回の紹介記事をご覧になった方は、前回の内容を踏まえてご覧頂ければと思います。まだご覧になられていない方は、こちらからご覧頂けますので、是非ご覧ください。
加工設備 CO2レーザー プレスブレーキ
加工ポイント ①段曲げによる滑らかな曲面の形成!
加工ポイント ②型に製品が干渉する場合の対処!



加工ポイント ①段曲げによる滑らかな曲面の形成!
こちらに関しては前回と重複する部分もございますが、この製品の曲面は、プレスブレーキによる段曲げという技術で作られています。曲げた部分が角に見えない程度の浅い曲げを、狭い間隔を開けて繰り返すことで、一見ブレーキで曲げたとは思えないような滑らかな曲面を作り出します。ステーの内側に見られる、多くの薄い線が段曲げの跡です。
段曲げ自体はそこまで難しい技術ではなく、90°曲げの曲げRを大きくしたい時などにも使用しますが、前回のステーのように綺麗な半円形や、この製品のようにほとんど真円のような形を作るのは容易ではありません。材料の微妙な厚みの差や、型の状態などによって曲がり具合が変わるため、熟練した作業者でも一度で成功させるのは難しく、曲げる際の条件を微調整しながら、成功するまで繰り返しているのです。
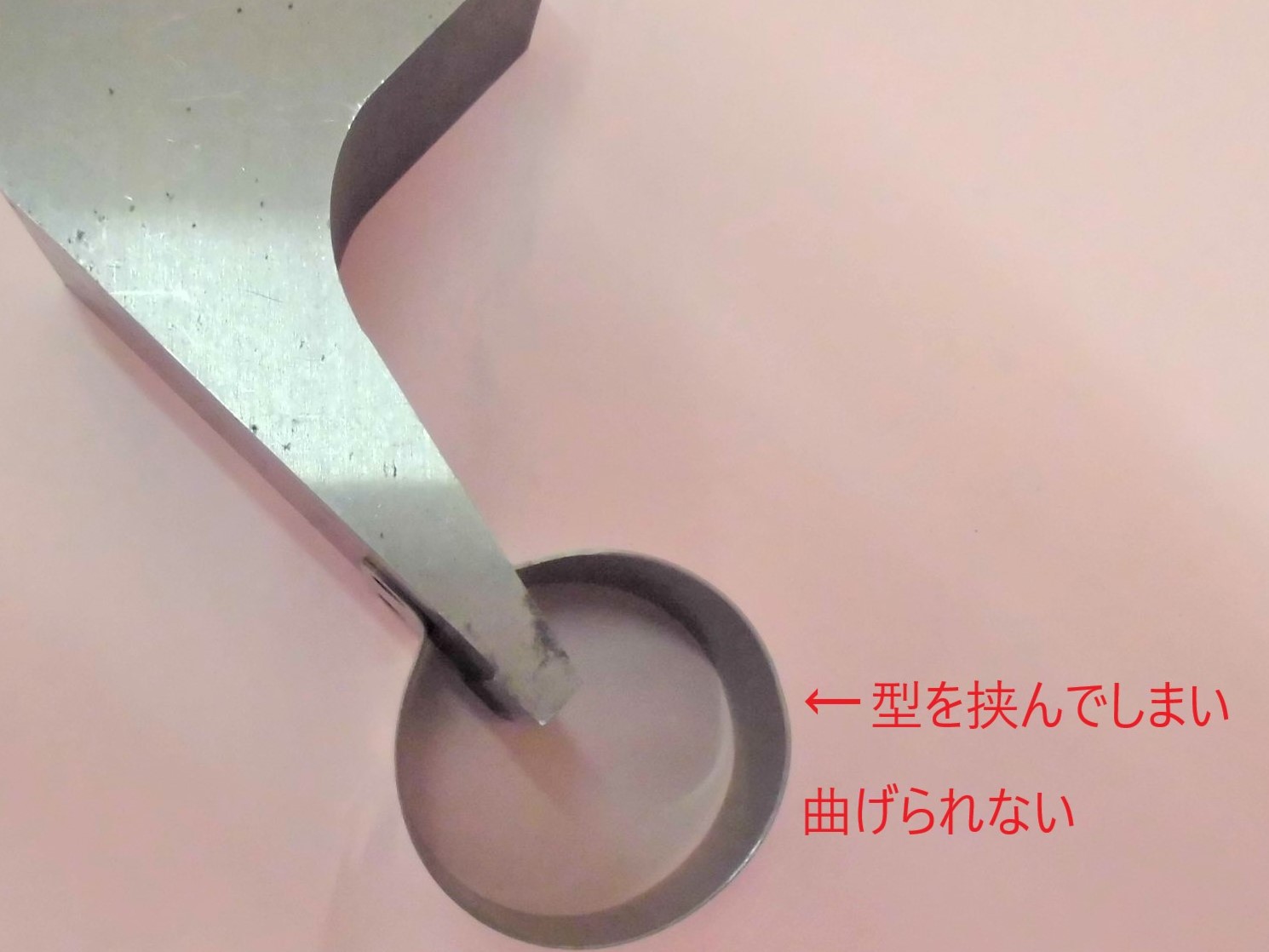
加工ポイント ②型に製品が干渉する際の対処
このステーをブレーキで製作する際に、もう一点問題になるのが、ブレーキの型に製品が干渉してしまう点です。この製品に限らず、ブレーキの曲げ加工では、「ブレーキの型やブレーキ本体に製品が干渉し、曲げることが出来ない」というケースがよくあります。この製品の場合は、下の写真で上を向いた口のようになっている部分が狭すぎるために、普通の型ではここまで曲がる前に、型を製品が挟んでしまいます。
そのため、作業を始める前に図面からこのことに気づき、下のような型を選ぶことでスムーズに作業を進めることが出来ます。
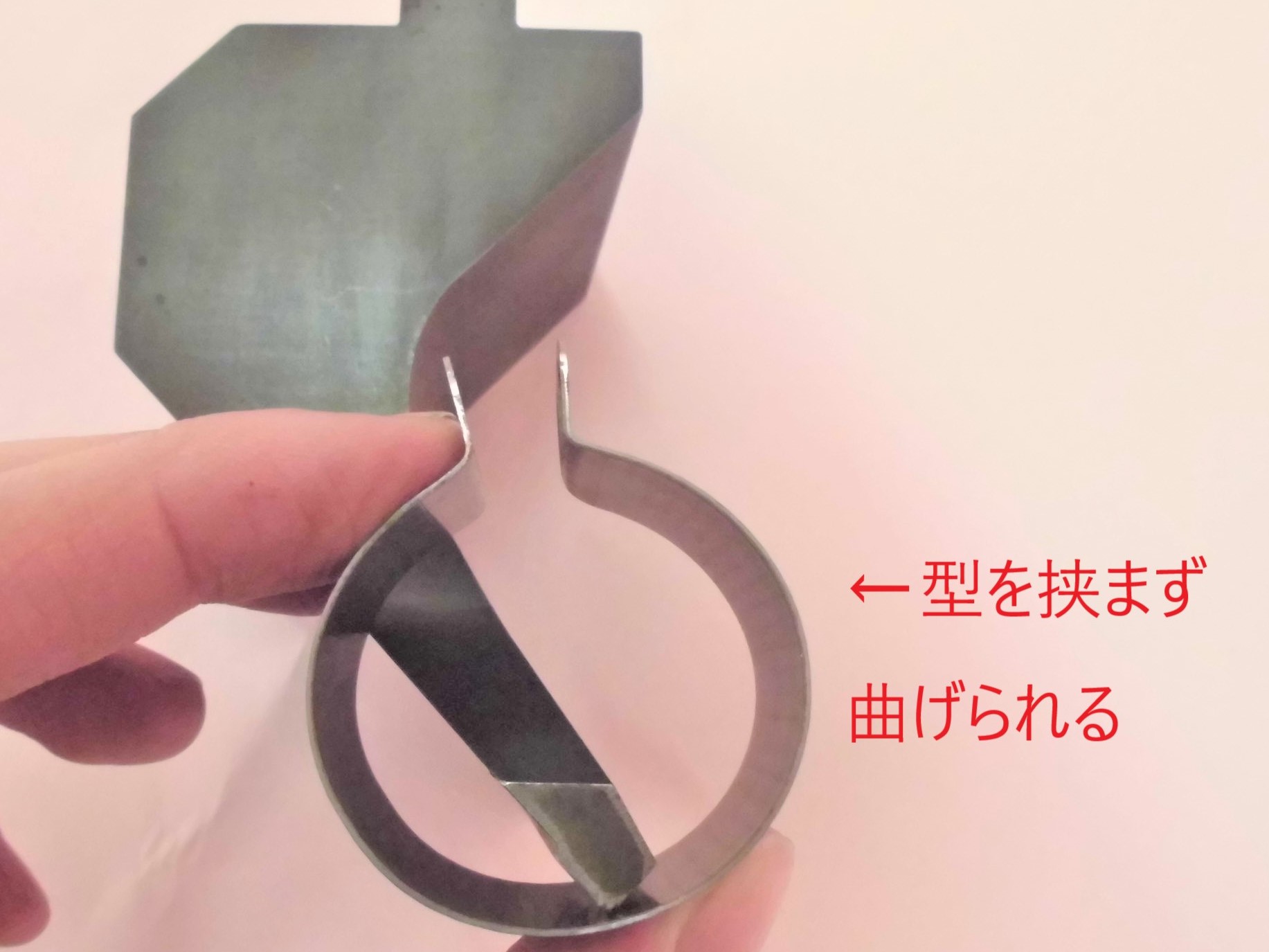

以上二点が、この製品を製作する際のポイントです。特に加工ポイント②に関してはブレーキの作業ではよく発生する問題で、ブレーキ作業者は今回の型の選択以外にもいろいろな方法でこの問題を解決しています。製品ごとに適切な対処法が異なるために、いろいろな製品を曲げた経験の積み重ねがある人ほど的確に対処することが出来ます。
川地鉄工では、熟練のブレーキ作業者が作業を行うとともに、その技術を他の作業者にも伝授することで、会社全体でのブレーキ作業の効率アップを目指しています。また、この製品の段曲げのように製作が困難な製品でも挑戦することで、技術力のアップも怠っておりません。特殊な曲げ加工の必要な製品を製作される際は、是非川地鉄工にご相談下さい。
それでは今回はこの辺りで失礼します。営業担当、井上でした。


川地鉄工株式会社 製缶加工・レーザー加工・厚板穴加工
本社工場/〒487-0016 愛知県春日井市高蔵寺北2丁目141番地
レーザー工場/〒487-0016 愛知県春日井市高蔵寺北1丁目154番地