
お問い合わせはこちら
0568-51-8661
平日受付時間:9:00~17:00

製品紹介
2021/6/23 加工後残材 3t×220Φ SUS420J2
加工設備 CO2レーザー
加工ポイント ①綺麗な刃先を出すための切断方法!
加工ポイント ②自作治具を用いた追加工!

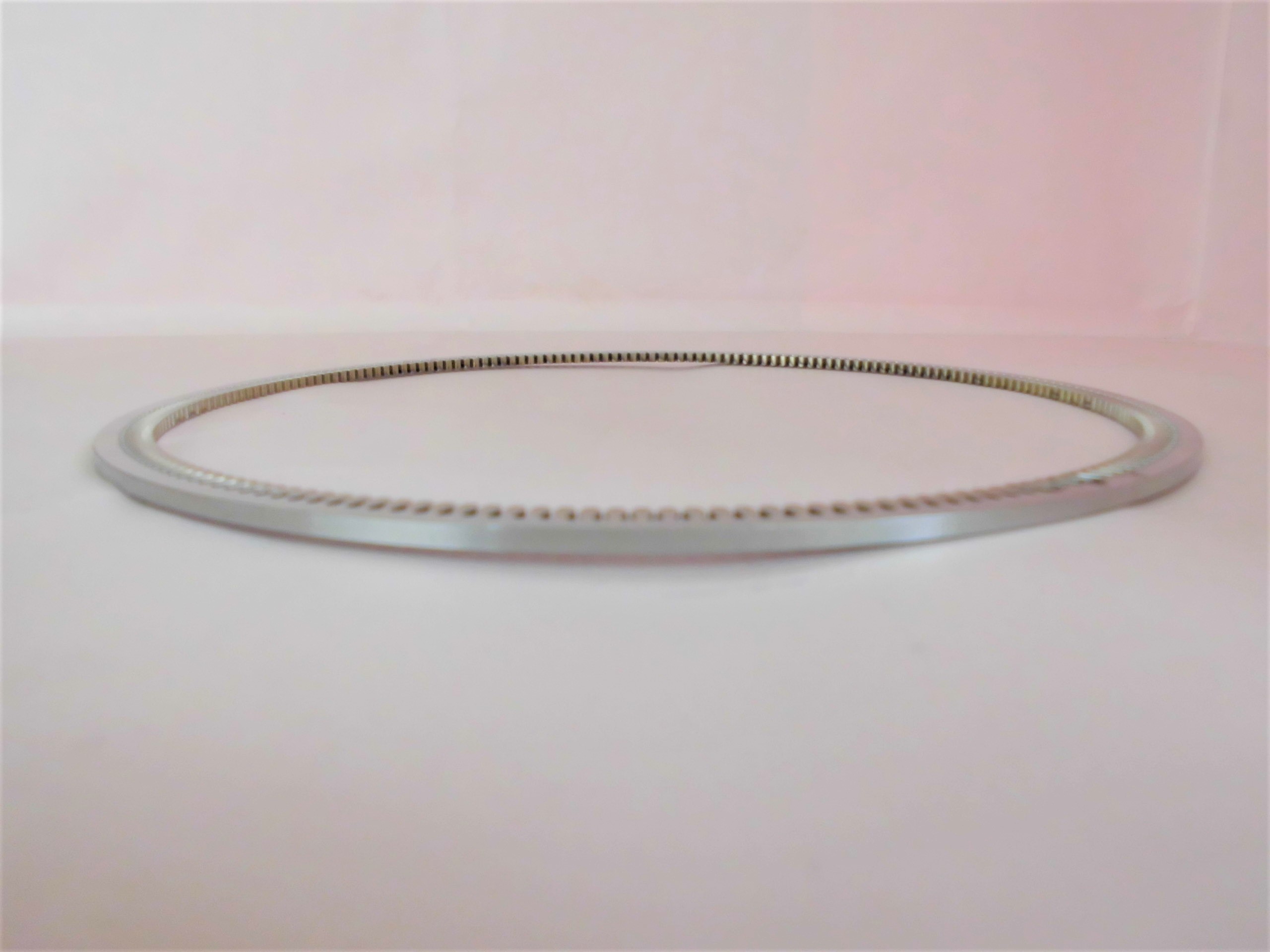
今回ご紹介するのは、今までにご紹介したものとは違い、これそのものは製品ではありません。しかし加工後に残った板の方が、製品そのものよりも加工方法が分かりやすい形状でしたので、こちらをご紹介しようと思います。
加工ポイント ①綺麗な刃先を出すための切断方法!
こちらの板で特徴的なのは、下の図の①のように加工の際にレーザーが最短距離を通るのではなく、下の図の②のようにわざと遠回りになるように加工を行っている点です。出来上がった製品は円盤の端にギザギザの付いた歯車のような形状で、歯の部分がこの板の内側にあたるのですが、残った板の内側を見ると、歯の部分の外側が丸くカーブしていることがお分かりになると思います。このことから、ギザギザの部分を切る際にレーザーが歯の先端部分で曲がらず、一旦通り過ぎてからUターンして先端部分に戻って来ていることが分かります。



なぜこんな遠回りをしているかと言うと、レーザーはプログラム上はどんな鋭角にも曲がることが出来ますが、実際の加工においては加工する板厚や曲がる角度などによって、綺麗に加工出来ない場合が出てくるからです。この製品の場合、歯の角度が鋭角であることと、一つ一つの歯が小さいために、歯の先端部分で曲がる加工では歯の先端を綺麗に尖らせることが出来ないのです。しかし、歯の先端部分を一旦通り過ぎて戻って来る加工であれば、歯の先端部分で鋭角に曲がる必要が無くなり、綺麗に尖った歯を作ることが出来ます。
ただし、この製品の場合は問題ありませんでしたがこの方法で加工する場合、レーザーの通り道の都合で、誇張して書くと歯の先が下の図のような形になりますので、どうしてもこの形状では問題がある場合はこの加工は出来ないということはご了承下さい。

加工ポイント ②自作治具を用いた追加工!
さて、もう一つの加工ポイントについてですが、今回の製品は弊社の在庫の四角い板から切り出したわけではありません。この製品は、もともとこの円盤のサイズだったものの端を少しだけ切って製作したのです。しかしそうなると、もう一つ問題が出てきます。通常弊社のレーザーで追加工を行う場合、材料を板を固定するためのクランプで挟んで固定しているのですが、この形状の材料ではクランプの掴みしろがありません。レーザーによる追加工の場合、変わった形状の材料が持ち込まれることは多く、今回のように既にほぼ製品になってしまっているものや、アングルやチャンネルなどの鋼材を加工することもあります。その際、クランプで掴めない形状だからといって固定せずに加工することも出来ないので、毎回その製品に合わせた治具を製作して固定しています。追加工の製品は一点ものも多く、初めて加工する製品を見ただけで最適な治具の形状を判断することは容易ではありませんが、川地鉄工の作業者は追加工の経験が豊富ですので、スムーズに治具を製作して加工を行うことで低価格と短納期を実現しております。
円盤状の製品の端を切ってギザギザにする、という一見なんでもない事のような加工ですが、このようにさまざまな工夫とノウハウが使われています。細かい仕上がりを要求されるレーザーカットの製品や、規格品の板ではない材料の追加工については、川地鉄工にご相談下さい。
それでは今回はこの辺りで失礼致します。営業担当、井上でした。
